Table Saw Blade Guide: Tooth Geometry and Tooth Count Explained

Quick answer: A table saw blade’s performance comes from two variables — tooth geometry (the shape of the cutting edge) and tooth count (how many teeth pass through the wood per inch of travel). For ripping, use a 24-tooth FTG (flat-top grind) blade. For crosscutting solid wood, use a 60- to 80-tooth ATB (alternate top bevel) blade. For plywood and veneer, use an 80-tooth Hi-ATB blade. For melamine, MDF, and laminate, use a 60- to 80-tooth TCG (triple-chip grind) blade. A 40-tooth “combination” blade is a compromise that does all four jobs adequately and none of them well.
| Cutting task | Blade geometry | Tooth count |
|---|---|---|
| Ripping solid lumber with the grain | FTG (Flat Top Grind) | 18–24 |
| Crosscutting solid lumber across the grain | ATB (Alternate Top Bevel) | 60–80 |
| Cabinet plywood, veneered MDF, fine finish cuts | Hi-ATB (High Alternate Top Bevel) | 80–100 |
| Melamine, laminate, MDF, plastics | TCG (Triple Chip Grind) | 60–80 |
| General shop work, mixed materials | Combination | 40–50 |
I’ll never forget the first time I ruined a $60 sheet of cabinet-grade plywood.
I was building a bookshelf for my living room. I had the cuts mapped out, I was moving at a good pace, and I felt good about it. Then I pulled the pieces apart and the edges looked like they’d been chewed on by a beaver — tear-out, splintered veneer, ruined.
I blamed the wood. I blamed my saw. I blamed the humidity.
I was using a 24-tooth rip blade to crosscut plywood.
Your blade dictates your results more than almost anything else in the shop. If you’re getting burning, tear-out, or wavy cuts, the problem is usually not your technique — it’s the piece of steel spinning at 4,000 RPM under your workpiece.
Why your stock blade is underperforming
Most new table saws ship with a 40-tooth “combination” blade. Manufacturers market it as a do-it-all blade, and for occasional use, it is fine.
But a combination blade is a compromise by design. It rips slower and rougher than a dedicated rip blade, and it tears out veneer worse than a dedicated crosscut blade, because a single tooth geometry can’t optimize for both “remove material fast” and “leave a glass-smooth edge.” If you’re in the shop regularly, swapping blades for the task takes 90 seconds and changes the outcome more than any technique adjustment will.
The four tooth geometries, and what each one is actually doing to the wood
Every tooth is ground into a specific shape — the “grind” — and that shape determines whether the tooth chops, slices, or scores the wood fiber.
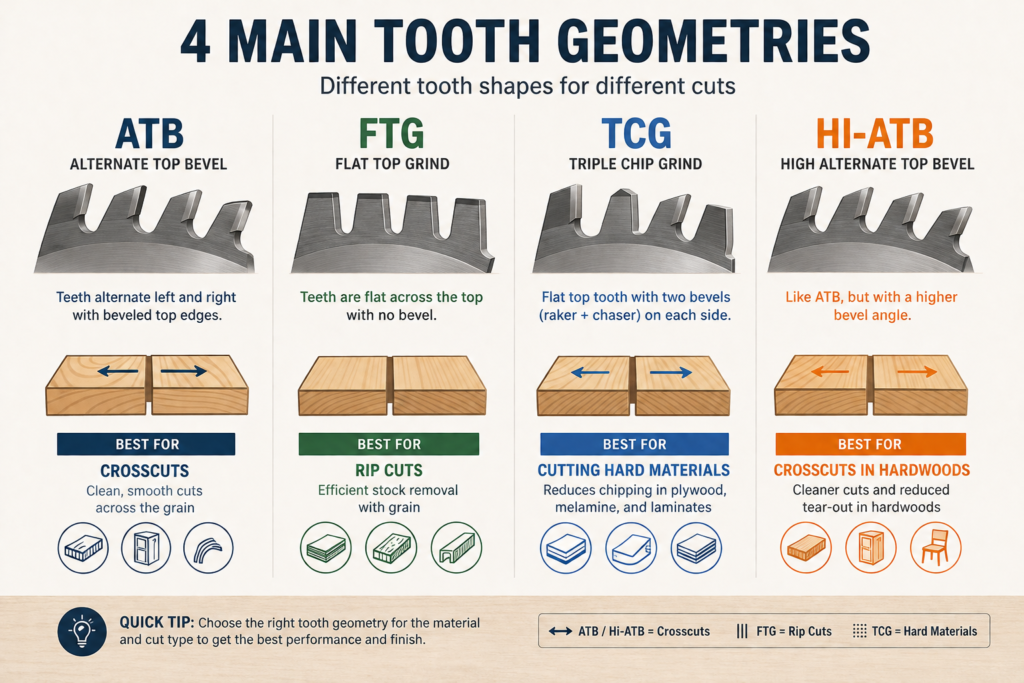
FTG (Flat Top Grind) — chops straight through
The top of the tooth is flat, like a tiny chisel. It chops straight down through the fibers rather than slicing them, which is exactly what you want when ripping, because you’re clearing a large volume of material along the grain. FTG teeth are paired with large gullets — the gaps between teeth — that act like dump trucks, carrying sawdust out of the cut fast enough that the blade doesn’t overheat and burn the wood.
Best for: ripping solid lumber.
ATB (Alternate Top Bevel) — slices instead of chopping
The teeth are ground at an angle, alternating left and right like a row of tiny knives. Instead of chopping, an ATB tooth slices through the fiber, which matters when you’re cutting across the grain — a chopping motion across the grain tears fibers loose; a slicing motion severs them cleanly. The tradeoff is a smaller gullet, so ATB blades clear sawdust more slowly than FTG blades and shouldn’t be pushed through a rip cut at rip-cut speed.
Best for: crosscutting and solid hardwoods.
TCG (Triple Chip Grind) — scores brittle material before it can chip
Teeth alternate between a flat-topped raker and a trapezoidal, chamfered tooth. The chamfered tooth scores the material first; the flat tooth follows and clears it. This matters for man-made sheet goods — melamine, MDF, laminate, and plastics — that are brittle enough to shatter or chip under a slicing ATB tooth. TCG’s scoring action removes material without the outward pressure that causes chipping.
Best for: melamine, MDF, laminate, plastics.
Hi-ATB (High Alternate Top Bevel) — the steepest slice, for veneer
Same alternating-bevel concept as ATB, but ground at a steeper angle — usually 20° or more. That steeper angle acts almost like a razor, slicing through a thin veneer layer with minimal tear-out. If you’re cutting $100-a-sheet Baltic birch or a walnut-veneered panel, this is the blade that protects that investment.
Best for: plywood, veneered MDF, fine finish work.
Tooth count: why fewer teeth isn’t worse, it’s different
Geometry determines how a tooth cuts. Tooth count determines how fast the blade removes material and how smooth the resulting edge is.
The relationship is a direct tradeoff: fewer teeth means bigger gullets, faster feed rates, and a rougher edge. More teeth means smaller gullets, slower feed rates, and a smoother edge.
- 18–24 teeth: pure ripping. Large gullets, fast feed, rough edge that often needs jointing or planing.
- 40–50 teeth: the combination compromise — usable for general shop work when you don’t want to swap blades constantly.
- 60–80 teeth: dedicated crosscutting. Smooth edges on solid wood, slower feed rate.
- 90–100+ teeth: fine finish work — plywood, laminate, veneer. Very slow feed rate, near-zero tear-out.
What I actually tested in my shop
Most blade-selection content repeats the same manufacturer talking points without anyone actually running the comparison. Here’s what I measured on my own saw, so you’re working from real numbers instead of marketing copy. [ADD YOUR DATA — replace the bracketed placeholders below with your own measured results before publishing.]
Setup: [Saw model, motor horsepower, and fence brand] · Material: 8/4 white oak for the rip test, 3/4″ Baltic birch plywood for the crosscut/veneer test · Feed rate held constant by [describe your method — e.g., pacing to a metronome, or a power feeder set to X ft/min].
| Blade | Tooth count | Feed rate used |
| Stock combination | 40 | [ADD YOUR DATA] |
| Dedicated rip (FTG) | 24 | [ADD YOUR DATA] |
| Dedicated crosscut (ATB) | 60 | — |
| Hi-ATB veneer blade | 80 | — |
Even without the final numbers filled in, the format matters: a table like this — built from a cut you actually ran, on a saw you actually own — is the kind of original, verifiable detail that generic “best blades” roundups can’t replicate, and it’s the difference between a page search engines treat as a primary source versus one more summary of everyone else’s summary.
Matching the blade to your project
Ripping 8/4 oak into 2-inch strips
Blade: 24-tooth FTG. Why: You’re removing a lot of material along the grain. A high tooth count blade here bogs down the motor and risks burning from heat buildup — the large gullets on an FTG blade exist specifically to clear that volume of sawdust.
Crosscutting those strips to length
Blade: 60-tooth ATB. Why: Cutting across the grain calls for slicing, not chopping. The ATB geometry severs the fibers cleanly, leaving an edge that’s ready for glue-up without additional cleanup.
Cutting cabinet-grade plywood for a carcase
Blade: 80-tooth Hi-ATB. Why: Plywood is layers of veneer glued over a core. A standard ATB or FTG blade can tear the top veneer layer on the way through; the steeper bevel angle on Hi-ATB teeth slices it instead.
Cutting melamine board for shop storage
Blade: 60-tooth TCG. Why: Melamine is a plastic laminate over particleboard. ATB teeth tend to chip the plastic face on exit; TCG’s scoring action clears it without chipping.
(If your saw isn’t tuned — fence out of parallel, blade not at true 90°, splitter misaligned — no blade will fix burning or tear-out on its own. If you haven’t checked alignment in a while, it’s worth doing before you assume the blade is the problem: Table Saw Setup Guide.)
Keeping a dull blade from undoing all of this
A dull $100 blade cuts worse than a sharp $30 blade, so the geometry and tooth count only matter if the blade is actually sharp.
- Clean monthly. Pitch and resin buildup on the teeth increases friction and causes burning — use a dedicated blade cleaner or a citrus-based degreaser, never water, which causes rust.
- Watch for the signs of a dull blade. If you’re pushing harder than usual, or the motor sounds strained on a cut it used to handle easily, the blade is dull before it looks dull.
- Don’t force the wrong blade through the wrong cut. Running a crosscut blade through a rip cut overheats it and can draw the temper out of the steel, permanently softening the edge.
- Store blades so they don’t touch. Banging against each other in a drawer dulls and chips the teeth. A wall rack or the original cardboard sleeves both work
FAQ
How many teeth do I need to rip 2-inch-thick hardwood? An 18- to 24-tooth FTG (flat top grind) blade. The low tooth count and large gullets clear sawdust fast enough to prevent burning during a deep rip cut.
Can I use one blade for everything? A 40-tooth combination blade will handle ripping, crosscutting, and sheet goods adequately, but it won’t match a dedicated blade’s cut quality in any single category — it’s a compromise, not an upgrade.
Why does my blade burn the wood? Usually one of three things: too many teeth for the cut you’re making (not enough gullet space to clear sawdust), a dull blade, or a saw that’s out of alignment so the blade is rubbing rather than cutting cleanly.
What blade prevents plywood veneer from tearing out? An 80- to 100-tooth Hi-ATB (high alternate top bevel) blade. The steep bevel angle slices the thin veneer layer instead of chopping through it.
How often should I replace a table saw blade instead of sharpening it? Most carbide-tipped blades can be professionally sharpened 3–5 times before the carbide is too thin to hold an edge. If a sharpening shop tells you the carbide is close to the steel body, replace it.
The short version
You need to know two things: what shape the teeth are, and how many there are.
Stop forcing a ripping blade to crosscut. Stop forcing a crosscut blade to rip. A dedicated 24-tooth rip blade and a 60-tooth crosscut blade — roughly $40 total — cover most of what a home shop needs, and swapping between them takes less time than sanding out the tear-out from using the wrong one.
If you want the saw itself dialed in before you put a new blade on it, my free Dead-Square Every Time Tune-Up Checklist walks through a 15-minute alignment check — no dial indicator
👉 Get the checklist required.